
Building a Strike Block Plane
The strike block is a bevel down plane with a low cutting angle designed for shooting end grain. It is an alternative to a mitre plane, which achieves the same cutting angle from a bevel up orientation.
Were we discussing metal planes, there would be no question that the bevel up plane has the advantage of achieving a low cutting angle. Take for example both the Lee Valley and the Lie-Nielsen BU Jack. Built in strong and durable ductile iron, there is no difficulty in building in a 12-degree bed. Add a 25 degree bevel, and the result is a 37 degree cutting angle. This is great for planing end grain.
Wood is not a strong enough medium for low bevel planes. A 12-degree wooden bed is vulnerable. Building a 20 degree bed, while stronger, does not offer any advantage over a common angle (45 degree) bevel down plane. The strike block plane provides the low cutting angle by having a bed between 35 – 40 degrees.
Larry Williams (Old Street Tools) suggests that strike block planes fell out of favour in the 18th Century owing to the casual sharpening techniques of the day. His view is that it is imperative to maintain a clearance angle of a minimum of 10 degrees. Consequently, unless the bevel is maintained at about 25 degrees, a strike block plane may run out of clearance angle and stop cutting.
Dimensions and components
The plane build here is based on a bed of 38 degrees. This should provide the same performance as a low angle bevel up plane with a 12 degree bed. The overall dimensions are a 14” length (that comes from the Old Street version), with a 2 ½” wide x 2 1/8” high body. The blade is 2 1/8” wide, tapered and laminated high carbon steel.
I have used Jarrah for the strike block plane, mainly as it is a dense and heavy wood, and I have a good supply of dry, salvaged roofing trusses. The down side is that is it extremely hard and difficult to work.
The method shown here is one of several that may be used to chop away the waste when building solid body planes. It is the method I currently use.
Building the plane
Lay out the lines in the following order ..
38 degree bed
Lay the blade on top of this line (you can lay the wedge on this, but it does not factor in as yet).
Extend the bed along the sole of the body and then up the other side. Join them across the top.
Extend the line of the blade along the sole. This is the “dotted” line, however, since I prefer a little leeway, the “solid” line is drawn a little closer, creating a smaller mouth.
Extend the mouth line at 70 degrees along each side of the body. Join these at the top.
The width of the body must account for the width of the blade plus the width of each wedge slot. I used ¼” for the wedge slot. This left the body ¼” thick at this point. The cheeks begin ½” in from the body.

The next step is to drill a series of holes at the mouth. These start at the sole and extend through the body.
Sole …

Top …

To enable easier excavation of the waste, as well as creating a guide for the depth, drill a series of holes at progressive depths …

The holes become progressively shallower/deeper as they follow the bed.

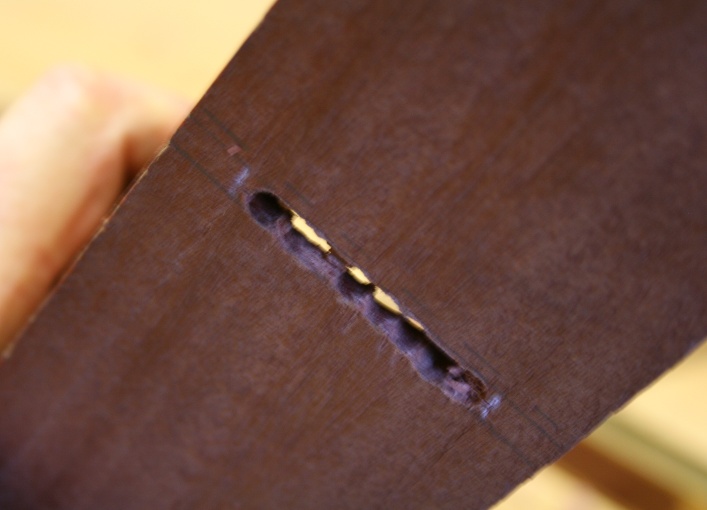
Now begin to chop away the waste ..


The holes drilled for the mouth serve a number of purposes. The first is the obvious one – they define the mouth. The second is that they provide an exit for shavings, which is needed when you begin to use floats. The picture below is a poor one, but you can see that we are still some ¼” from reaching the sole through the mouth.
The floats come out to remove and to smooth the bed …

Keep checking the bed angle to ensure you are on track.

At this point I have turned the body around and am ready to chop out the throat.

I get to the same depth as the bed – still some ¼” from the sole end of the mouth – and now it is time to define the mouth so as to avoid spelching (break out) when the bed and throat reach through the body.
Score the boundary of the mouth and remove the waste with a chisel and file …


I had left plenty of leeway at the throat to avoid overcutting the line. A chisel is now used to carefully pare this away. Use a rasp or float to finish.

Below is the completed bed and throat. Note that the sides of the throat are not vertical for their complete length but taper inward and downward toward the mouth. See the later section on shaping the wedge for a cross-sectional plan.

The blade here is a parallel iron – it was later replaced with a tapered blade (more on this in a while). We need to saw the opening for the blade and wedge. Make a slip the same thickness of the blade, and a mini wedge (the angle is 10 degrees) …

The slip and wedge are hot glued to the bed. They will act as a guide for the saw. I am using a flush cutting saw.



Now chisel out the waste …

Finish with floats …

Using a model from a Matherson coffin smoother, I began shaping the wedge in Jarrah ...

… then changed my mind and made one from White Oak (I like the contrast). Here is a test fit …

The sole was planed down to get closer to the mouth …

Planing stopped with the blade still a little short of passing through the mouth. I wanted to leave some thickness there and, instead, file through the sole to fit the blade.

With the freshly sharpened blade held by the unfinished wedge, a few trial shavings were made. This is when I began to wish I had not started this project! The blade refused to hold an edge. I tried everything – increasing the bevel angle, grinding it back … these did not work. The steel was too brittle and kept chipping. I tried another blade … and this one was too soft. It just folded after a few passes.
All I had left was a couple of 2 ½” wide NOS (new old stock) Kenyon blades. These look excellent steel. I had already reduced one to a 1 ¾” width in preparation for a coffin smoother. That was a lot of work (keeping the blade cool while cutting off the unwanted area with a Dremel), and I did not look forward to doing it again. But nothing for it, and so it was done .. a little faster this time. This one was quicker to flatten. Wonderful blade. Takes a great edge and holds it …


The damage was, however, done. The blades were different thicknesses, and this left the mouth wide open …

So on to Plan B. This involves adding a patch. Instead of wood, I decided to make one in brass.

The brass patch was only epoxied in. I decided not to pin it with screws (which could be filed flush and invisible) at this stage. I may do so at a later time. Epoxy is durable, but can be softened with heat, and I first want to make sure that all is well with the way the plane works.
The Wedge
So, while the epoxy was curing, time to shape the wedge …
What we have at this stage is a … well … wedge-shaped piece of White Oak. It is a snug fit in the groove. No lateral movement. The angle of the wedge is 10 degrees.
Place the wedge in the plane, press in firmly, and then scribe along the throat to mark it (notice how thin are the wedge “forks” – the throat tapers from the top to the mouth to enable shavings to flow).

Here is the finished wedge alongside the model from a Matherson coffin smoother ..

The shaping is carried out with rasps, files and a little sandpaper. It is finished in Danish Oil.

The completed plane
A few images …


I added a steel strike button to loosen the wedge and raise the blade. Why steel? I use a brass-headed mallet, and this will eventually damage any wood buttons. The steel button was made from the head of a bolt (sanded smooth with a matt finish).

The sole and the completed brass mouth …

A close up (because someone will ask). Nice and tight. It came out as well as I could have wished.

And a few pics of the plane in use on my ramped shooting board.

It left a shiny surface on Jacaranda. Here it takes effortless shavings on ½” thick Jarrah …

I think this turned out well. The two make a happy team.
Hope some of this helps you will your build.
Regards from Perth
Derek
April 2013