
There has been considerable discussion about the merits of the "new" powdered metal super steels over the past year. Of course these are not new steels - they have been around quite a while and "old hat" to knife makers. However they represent new possibilities for woodworkers in the form of longer-lasting edges.
Longer lasting edges reflect high abrasion and/or impact resistance, and the challenge with these super steels is to find an efficient and economical sharpening regime. Put away the Japanese waterstones, even the ceramic variety. Hide the sandpaper, and don't even admit to thinking that you may try oil stones .... none of these are effective. Yes, my Professional Shaptons do work, but ever so slowly, and you will be fooled (as I was) into believing that you have a working edge. The only medium that works effectively is diamond. I used diamond paste on a cast iron substrate with 40, 10, and 0.5 micron grits. With diamond, these steels were sharpened as easily as my A2 and laminated Japanese blades are honed on Pro Shaptons.
This experiment was to test the impact resistance of various steels.
Using the above regime, all chisels easily pared Radiata Pine end grain as a pre-assessment screening.
The Steels
There are three powdered metal chisels, CPM 3V, CPM 10V and CPM M4. These blades were supplied by John Payne, who arranged for their heat treating. Hopefully John will join the thread and provide some details about their hardness and heat treating.
As a measure of control, I added a vintage Stanley 750 chisel, which initially I thought to be W1 steel – and labeled it as such - but is closer to O1/high carbon steel. I also added a 30-year old Koyamaichi dovetail chisel, which is white steel.
Five 3/4" chisels: 3V, 10V, M4, O1 (Stanley 750), and Laminated White (Koyamaichi)

The Test
I wanted a Real World evaluation, and so took the opportunity to chop out the dovetail pins in a 3/4" thick Jarrah carcase for a cabinet I am constructing. Each pin was 45mm in length.

The method involved chopping out one half of a pin waste with each chisel in approximately 1/16" - 1/32" slices, checking the blade subjectively for a wire edge (by touch), testing the edge for sharpness by paring end grain Radiata Pine, turning the Jarrah board over and completing the removal of waste, and repeating the checks. At the conclusion, the blade edges were photographed at 200 magnification.
Half way ...
The Results
All the chisels were able to chop Jarrah waste even when the edges were dull. Few could pare end grain Pine comfortably after chopping the first half of the Pin waste, and only one chisel stood out as a tool of significant worth, the Koyamaichi. In second place was the M4 chisel, with the 3V coming in after this. The Stanley and 10V came in at the tail, with the Stanley just shading the 10V.
The Koyamaichi was outstanding. Not only did it fail to evidence signs of a wire edge (i.e. steel edge folding) at the half-way stage, but it was still paring end grain after 9 full dovetails. By contrast, only the M4 and 3V chisels were able to pare end grain at the end of a single dovetail, and at this stage they performed less well than the Koyamaichi did at the end of 9!
What of the Stanley? Well it did not disgrace itself and, in fact, did a very decent job. The 3V was tested initially with a 25 degree bevel (as this was the angle recommended). The Stanley (also with a 25 degree bevel) was better than the 3V in all departments (edge holding and performance) at this stage. However the 3V improved significantly when the bevel angle was increased to 30 degrees.
The Koyamaichi, M4 and 10V were given 30 degree bevels at the start (all recommended angles). This appears to be a good choice as the latter two blades developed only a fine wire edge. The wire edge on the Koyamachi was difficult to find.
Images
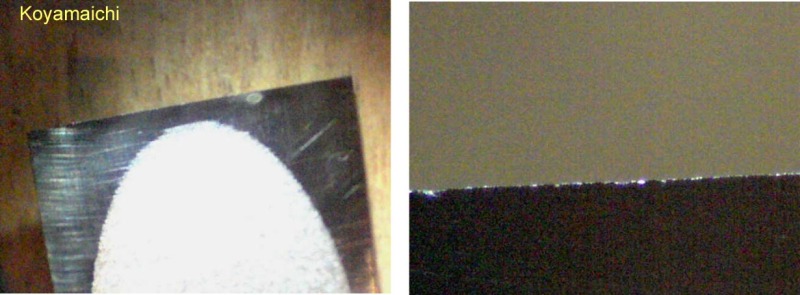
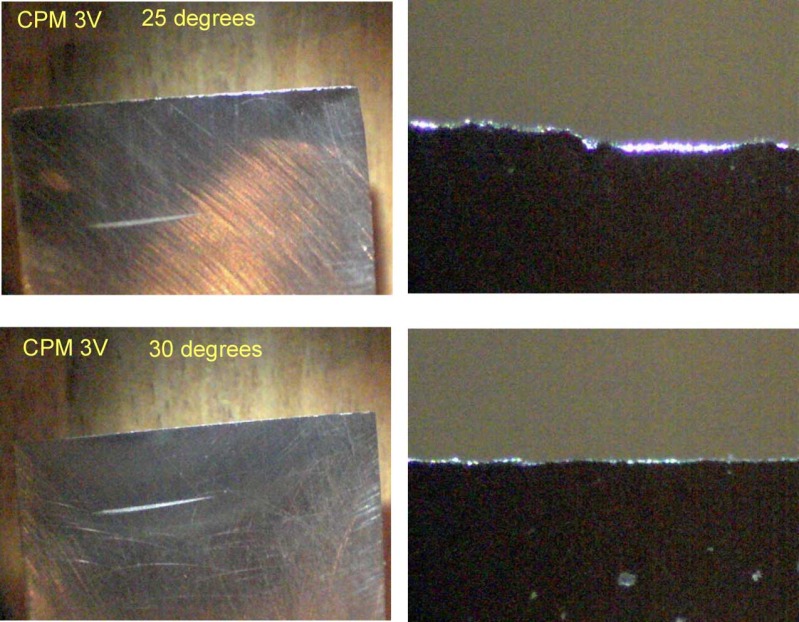
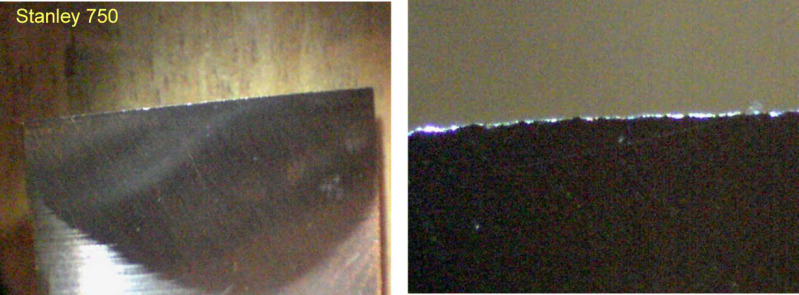
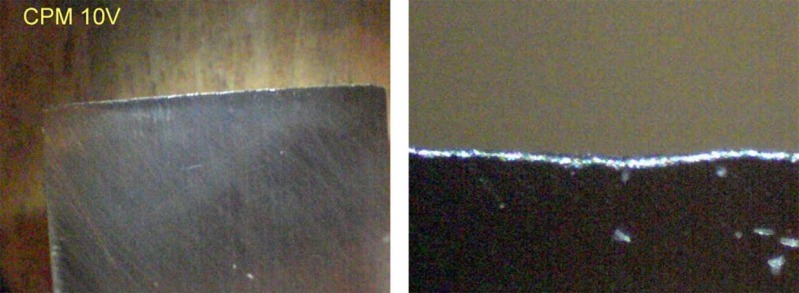
The images are in a set of two, with the first a magnification of 10X of the back of the blade, and the second image a magnification at 200x.
Note: I took a few images of each blade. Keep in mind that the lens can only capture a section of each blade, and that the higher the magnification, the smaller the blade section captured. So I presented an image of a section of the blade that I believed was most representative of the full length. There was less folding on the M4 compared with the 3V, but that is not as apparent in the images selected here.
Koyamaichi ...
M4 ...

3V - note that the top images are with a 25 degree bevel, and the lower at 30 degrees ...
Stanley 750 ...
10V ...
In Conclusion
This was a test of 5 steels used in chopping dovetails in hardwood. There were relatively good performances from 3V and M4, and superlative performances from Koyamaichi laminated white steel.
It is also important to keep in mind that the PM steels were professionally heat treated but are experimental in terms of the hardness chosen.
Based on the current evidence of the edges folding, rather than chipping, I would assume that the PM steels were actually softer than ideal and we should be trying them in higher ranges if they are to be used for paring after chopping. I think that the ideal edge is one that gets as close to chipping but does not do so (too much work to repair), perhaps shows just micro-fractures. These PM edges instead folded (which ensures the edge will feel dull when paring), with the M4 the closest to the "ideal".
A notable absence in this experiment was a chisel with A2 steel. It was not deliberate – in truth, the testing took place on the spur of the moment, and I lack a suitable chisel to include. I shall include an A2 chisel in the next experiment.
What I want to do next is assess these chisels in a test of paring, that is, for abrasion resistance. The PM steels, especially 3V and M4, are reputed to potentially be excellent choices for plane blades. Paring and planing ... both are about abrasion resistance ... for which these steels are expected to best suited. Perhaps the above results will be reversed?
Regards from Perth
Derek
May 2011