
Bevel Up (BU) planes are marketed by both Lie-Nielsen and Lee Valley (Veritas). Both offer at least one smoother and one jack plane. They have become very popular in recent years owing to their versatility in varying cutting angles. They are capable of rapidly altering bevel angles from a low 37 degrees to high angles in the 62-65 degrees range. Since low cutting angles are ideal for planing end grain, such as on shooting boards, and high angles are generally required to tame interlinked grain, the BU plane is a valuable tool in the workshop. This is particularly so for those who seek to obtain the widest range of uses from a handplane.
In spite of their potential, BU planes have come in for some criticism for their apparent inability or, at the least, significant difficulty in grinding a camber to the bevel when compared with the relative ease of doing so with bevel down (BD) planes. It is accepted that, owing to the geometry involved, a BU requires considerably greater camber ground to a blade to achieve the same profile of a cambered shaving than achieved by a BD plane.
The BU planes of LN and LV have a bed angle of 12°, while a BD plane of common pitch has a frog pitched at 45°.
Cambers on plane blades
Why cambers on blades? Simply – for smoothers it is to remove the tracks caused by the blades sharp corners. For jacks, it enables them to hog away wood more efficiently (that is, deeper and thicker shavings).
Generally, smoothers have a camber that removes the equivalent of a shaving thickness at each corner. A fore plane will remove 1/32” at each corner, and a jack plane will remove 1/16” at each corner.
The Problem
The problem in cambering a blade for a BU plane arises….
1. .......when one attempts to use the LA Jack to take thick, cambered shavings ala a BD #5 or #5 ½. The typical camber of a BD jack plane has a radius of about 8 ½ -10” for a 45 degree cutting angle. The issue is that this is achieved on a BD plane blade with a bevel of 25 degrees. However, for the BU plane to achieve a 45 degree cutting angle, t he bevel has to be 33 degrees. What this means in plain English is that the BU blade has to grind away more steel to achieve the same blade profile when cutting.
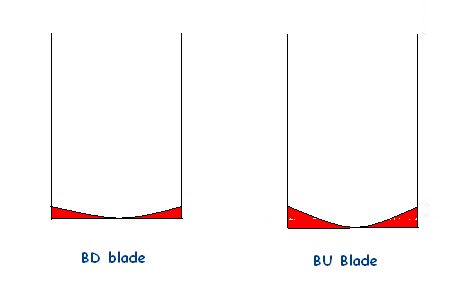
The degree of camber drawn here is simply for illustrate that more steel is removed from the BU blades as the radius increases to achieve the same camber as a BD blade.
A question is, “what is the radius required to achieve the equivalent camber?”.
This article does approach this issue, but I must point out that this is difficult to replicate as if using a specific formula. For example, when I might use "10 strokes" on a waterstone, another may use 5 or 15. I cannot quantify this aspect.
.....when the camber is applied to a smoother, especially a high angled smoother (with say a 60 degrees angle of attack), there is a similar complication. While the camber on a smoother is very slight, the bevel angle now increases (on a 60 degree included angle, the bevel is 48 degrees).
In practice what happens is that the plane user will attempt to hone the camber on a BU plane blade, and then give up in frustration. Very few users seem to progress beyond a straight blade.
So .. what this article is about is the way to camber BU plane blades, and to do so with the same ease that is experienced on BD plane blades.
The Math!
Not wishing to bore the pants off readers (more than I have already done – this is a dry topic, but nevertheless one with important conclusions for uses of BU planes), but aware that there will be some who will question my observations and demand something in the way of “proof”, I approached a friend and fellow woodworker with the necessary mathematic background.
The following analysis was completed by Robert D Loss, Professor of Applied Physics at Curtin University (Perth, Australia)
Hi Derek,
I have analysed the situation regarding the additional metal you need to remove for higher angle bevels when you do plane blade edge rounding.
Because primary bevels typically range between 20 and 45 degrees it turns out that the additional metal that needs to be removed can be closely approximated by the ratio of the tangent of the bevel angle across that range.
Here is the setup I have used for a 2" blade. By way of example I considered removing 1/16" at the sides so this can be approximated by a triangle along the sedge of 1" long by 1/16" high.
Now looking at the sides of the blade, the only variable here is the height of the small triangle shown at the tip - this is determined by the tangent of the angle x the 1/16" shown
The volume of metal removed is thus a long thin tetragon. OK - it's not a pure tetragon but rather a long slightly curved tetragon.
However, for such small angles, the ratio of the relative volumes of the curved tetragon for say a 25° bevel and a 30° bevel will be the same ratio as that for the ratio of the relative volumes of the straight tetragon.
Below I plot the "angle of primary bevel" used as a function of the mount of metal that needs to be removed relative to the 25 degree bevel. By way of example, a 30 degree bevel requires 25% (or 1.25 times) more metal to be removed relative to the 25 degree bevel. A 45 degree bevel requires 2.15 times more metal to be removed and a 15 degree bevel requires only about half the metal to be removed.
It does not matter if you want to remove 1/16" or 1/32 or 1/64th, its all relative. The curve applies to all 1/16" removals, or all the 1/32" removals etc.
If you want to compare a 1/16" round removal with a 1/32" removal you have to take these into account separately - but that is intuitive so there is no need to argue that . Its surprising though, for the same bevel angle a 1/32 removal requires 4 times more metal be removed than a 1/64" removal and a 1/16" requires 4 times more be removed than a 1/32. I think that would confuse people so maybe you don't need to go into that
I hope this is understandable and useful.
Bob
![]()


The Way to Camber Bevel Up Blades.
I must admit that I avoided cambering my BU plane blades for a very long time. Coming to terms with the issues involved forced me to accept two rules of using BU planes:
1. For high angles, it is preferred that the cutting bevel is created as a secondary bevel on a straight grind.
Generally when preparing a blade, particularly BD blades, my preference is a hollow grind. I also grind the hollow at the same angle as the cutting angle to facilitate ease in freehand sharpening. The hollow allows one to balance the blade at the desired angle. However, with BU blades the hollow grind must remove too much steel when the cutting angle is high to make the process practical.
2. For high angles, where a secondary bevel is used on a lower primary bevel, a honing guide is preferred to freehand work.
What ever the honing guide used, a secondary bevel, particularly one in the form of a microbevel, will need to remove significantly less steel to achieve the desired angle.
Here it is in a nut-shell … grind the primary bevel on all plane blades to 25 degrees. Don’t try to camber any blade that is greater than this, such as one with a 38- or 50 degree primary bevel. Add the camber via an appropriate secondary bevel.
One of the factors that has unwittingly perpetuated the distraction from this methodology has been the availability of blades with 38 and 50 degree primary bevels through Veritas. These blades are offered as a convenience and perceived to be a shortcut to honing, but this is an illusion since they require one to hone cambers at higher angles and, thus, have to remove large amounts of steel to do so. They continue to be appropriate for those wishing only to use a straight bevel, but for those wanting to add a camber .. my advice is to purchase only those blades with a 25 degree primary bevel and add the necessary secondary bevel.
BU planes blades are best prepared with a micro secondary bevel. There is no difference if this is added to a 25-, 35, or 45 degree primary bevel. However, the steeper the primary bevel, the more steel to remove when honing/grinding a camber. With a 25 degree primary bevel there is relatively little waste to remove. With a 50 degree bevel … well, you’ll drive yourself insane trying to do so..
What kind of camber do you want?
Cambers vary from a .001” thin shaving on a finish smoother to that of the traditional fore/jack plane used for roughing would have about 1/16" of camber. Mmm … can a BU Jack produce a cambered shaving that thick? Yes it can.
To illustrate that there is very little extra effort in preparing the camber on a (bevel up) Veritas Low Angle Jack compared to, say, a (bevel down) Stanley #5 ½, I prepared the following tutorial. In this tutorial the camber was experimental. It turned out to be greater than necessary, and I later modified the amount required.
What I did …
The first step is to start with a blade with a 25 degree primary bevel. I do my flat grinding on a belts sander on which I built a jig similar to a Tormek. If I have to remove a lot of metal, I will use a 40 or 60 grit belt. This runs quite cool. (EDIT: it is not necessary to use a flat grind. You can equally use a hollow grind here).

Here is an example of a 25-degree straight grind, either off the belt sander or as when using a new blade …
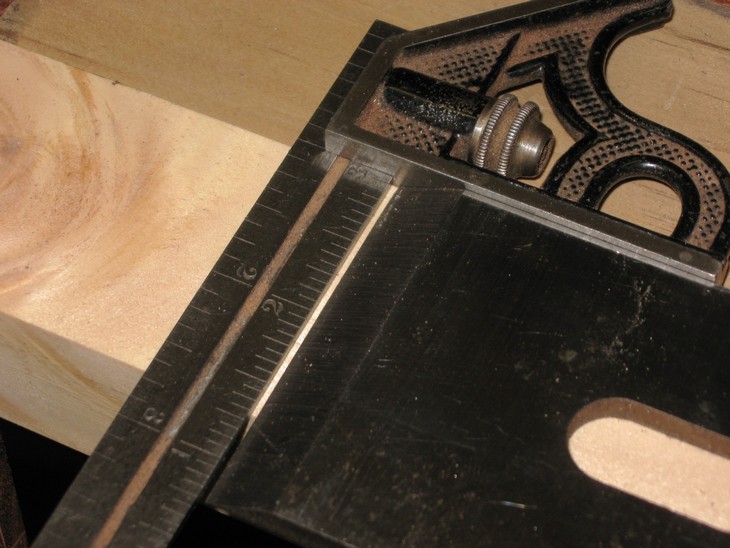
The second step is to construct a template for grinding the camber.
Prepare a block of wood the same width as the blade and mark off 1/16” at each end, then draw an arc across this. Remove the waste, so ….
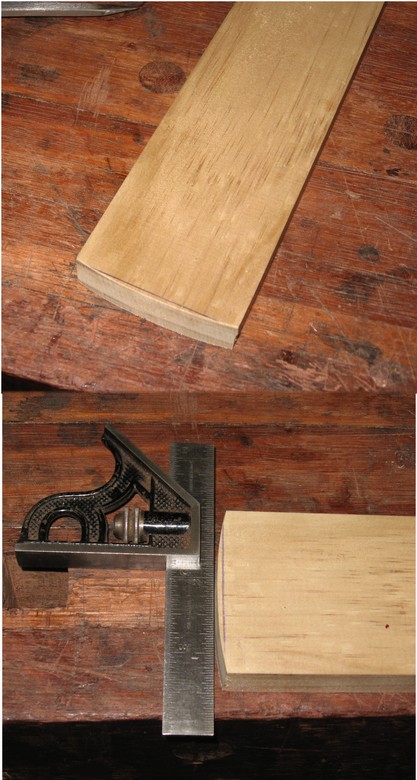
The completed template looks like this ..

and

Adjusted to grind a 25 degree bevel, it works like this …

The template is rotated along its camber, not swung through a central point. This maintains the point of grinding parallel to the template at all times, thereby replicating it.
The result is a cambered 25 degree primary bevel ….

… with a camber matching the template.

The template radius was 5 ½”.

Honing the Secondary Bevel
The aim is now to add a secondary microbevel of 35 degrees. This will create an included angle of 47 degrees, which is as close to the 45 degrees of the typical bevel down cutting angle as I can get on the Veritas Honing Guide Mk II (with camber roller).
The media used were a set of 1000/5000/8000 Shapton waterstones.
The honing guide requires a little modification. Draw a line at the blade stop to help determine the 35 degree setting. Users of this honing guide will understand this instruction.

The honing process is simple and quick.
Using the 1000 Shapton, create a micro secondary bevel. That is, stop grinding as soon as you feel an even wire edge on the back of the blade. I prefer to remove the wire edge on the 8000 waterstone at this point; other do this later. Removing it now will enable you to determine whether the next stone has honed to the edge of the bevel.
Repeat with the 5000 and 8000 waterstones.
Here is the microbevel that was produced …

And here is the camber as seen from the mouth of the LA Jack …

Soooo .. what about the shavings? None of this means anything without any shavings ..
Here is a thinnish shaving …

… and a thickish one …

It was possible to have gone thicker still, but I did not do so at the time.
My impression was that the shavings were a cross between a traditional BD jack and a scrub plane, that is, the shaving was too narrow. In other words, the blade was cambered too radically for my likes.
I spent a little time playing around with profiles for
this blade. The radical camber (5 ½” radius) produced a
typical Jack shaving of 1/32" thick and approximately 1 1/4 - 1
1/2" wide. I thought that it could be improved upon, that is, be
persuaded to make a wider shaving.
I finally settled on a
radius of 8 ½" (which is the curvature used on a BD
jack). This is the difference when matching the templates (8 ½”
template below the 5 1/2” template): 
Here is the 8 ½” radius profile in the
mouth of the LA Jack: 
The
shavings are wider now, about 2": 
..
and with a minor loss of thickness. The blade is now probably closer
to that of a traditional fore plane, but is still capable of some
significant hogging away of wood.
I
think that one could continue experimenting with camber radii.
Something around between 5 ½” and 8 ½”
(e.g. 7”) may suit some better. What I have demonstrated here
are the two outer ends of the camber range.
Demonstrated here are cambers made on 50 degree secondary bevels on the LV Bevel Up Smoother (BUS) and the LV BU Jointer (BUJ).
Since the amount of camber required is small, more so for the
smoother than the jointer, these cambers could be created without a
template – simply by applying extra pressure on the outer edges
of the blade. Once again, the secret weapon is that one starts
with a 25 degree primary bevel.
Following the flat
primary bevel preparation on the belt sander, the Veritas honing
guide was set for a 50 degree secondary bevel.
The procedure I follow is a simplification of David Charlesworth’s “cambering by the numbers” (my term for his process).
1. For both the BUS and the BUJ, 10 strokes on the 1000 were enough to create a wire edge across the bevel face. This was removed on the 8000 stone.
2. Continuing on the 1000 Shapton, 5 strokes with moderate pressure at each side of the blade was sufficient to create the camber for the BUS.
NOTE: as I mentioned earlier, you may need more or less strokes than used above owing to differing downforce and differing media. There is not a cookbook, rather an illustration of the process involved. Also, the following pictures are of a blade at 25 degrees, and not representative of the high angles (e.g. 50 degrees) that we need for smoothers. High angles create a small blade projection. These pictures were used as they make it easier to demonstrate the finger grips.


“V” formation placing pressure at the center to maintain a flat edge. Then “V” forcing pressure on the one side.
3. The BUJ requires about 10 strokes on each side for its camber.
4. The 5000 stone follows. Now one does an even number of strokes at the center and ends. Again remove the wire edge on the 8000 stone.
5. Ditto with the 8000 stone - an even number of strokes at the center and ends.
Here are shavings from the Veritas BU Jointer on the edge of a pine board. Look at the thick center and the tapered edges. The shavings are identical to those taken by a cambered Stanley #7.

And here is a finely cambered smoother shaving…. Tasmanian Oak planed by the Veritas BU Smoother.

EDIT: This article was never intended as a "how to" of sharpening BU plane blades, but rather a "why". As a result there was insufficient explanation in some areas as well as a lack of clarity in others. For example, the pictures of using the Veritas honing guide at 50 degrees were actually at 25 degrees - the blade projection is wrong - but it was easier to demonstrate the finger grip with the lower angle. Also, if honing at 50 degrees, only pull back on the blade, never try and push it forward. The blade will dig in if you try the latter.
For the camber when using the LAJ as a short jointer, I would create a camber slightly greater than one for a smoother. It is difficult to determine how many strokes you need as everyone has different waterstones and they cut at different rates. Plus we use different amounts of downforce, etc. This is something you will need to experiment with.
Rule for cambering: you create this on your 1000 grit waterstone, then polish it on the higher grit(s).
As noted above, I use a modified version of the method advocated by David Charlesworth. He likes three bevels - a primary, and two secondaries. I just do a primary and one secondary when using waterstones and a Veritas Mk II honing guide using the camber roller.
Step 1: Start with a 25 degree primary bevel, either freshly created off a grinder, or a dull blade.
Step 2: On the 1000 stone, pressure is even across the blade. Pull the guide back until you can feel a fine wire across the entire bevel edge. This is an essential step for any sharpening. If you can, remove the wire edge (only on your final polishing stone) by using a side-to-side "wipe" at the edge. This is a little trickier with a 50 degree blade, which has a small amount of projection. The wire edge is an information guide that lets you know when you have honed correctly across the bevel. Remove it for next time once it has done its job with that step.
Step 3: Still on the 1000 stone, work from one side (V-finger pressure at the edge), pulling the blade back about 10 times. You should feel at large wire edge being created. Make sure that the wire is created almost only on that side and not across the whole bevel (there will be some wire across the whole bevel, but you want it primarily at the one side - since that is the camber. There can be no camber if you are honing an even microbevel across the blade). Count the number of strokes it takes to create the size wire that makes the amount of camber you desire. Once this is done you can remove the wire (as above).
Step 4: Now do the other side of the blade, that is, creating a thickish wire at the corner of the other side using the same number of strokes as on the other side. Once done, remove the wire again. You now have the camber for the blade, and what follows is the creation of the polish.
Step 5: Move to your polishing stones. If you have a very tiny secondary bevel (from a fresh grind), you could go directly to the final polishing stone (e.g. 8000 grit). If you are re-sharpening, then you likely have a wider secondary bevel and need an intermediary stone (e.g. 4000 or 5000 grit). With these stones very little metal is removed and what you are doing is smoothing the steel from the 1000.
Step 6: On the 8000, hone the centre of the blade and count the number of strokes it takes to create a very fine wire. Some argue that this is impossible to feel on a 8000 stone, but I can do so. The number of strokes required here is the number needed for polishing. You will want to do the evenly across the bevel to maintain the camber you have created.
Step 7: Move to the one side, pressure on this edge, and hone the number of strokes determined from #6.
Step7: Do the other side of the blade in the same way.
Step 8: You may, or may not, be moving to a third blade to repeat the polishing steps.
And you are done after removing the wire edge for the final time.
Note again that you may require greater or less strokes, not only because our equipment and technique differs, but because a worn edge is wider and then there is more steel to remove.
In Summary
The camber on a BU plane needs to be steeper than on a BD plane. This does not have to be a problem. It simply requires a different strategy in honing. Once one accepts this as part of the honing method when using these planes, then the reluctance to camber BU planes disappears.
Cambering a 25 degree primary bevel involves far less effort than cambering a high angle bevel. It is preferable to reduce the thickness of the primary bevel to a manageable amount, 25 degrees, and then make up the difference in a higher secondary bevel angle.
|
|
Regards from Perth
Derek Cohen
April 2008
(Re-worked from an original Knots discussion October 2007)